
Grubber- & Pflugschar: Wie sagt man Verschleiß den Kampf an?
Bildergalerie
(11 Fotos)



















Der Verschleiß ist von vielen Faktoren abhängig. © Reinhard Hörmansdorfer/LK Niederösterreich
Widerstandskräfte an einer Grubberschar verändern die geometrischen Verhältnisse des Arbeitswerkzeuges. © Firma Betek
Mit der Härte des Werkzeugmaterials nimmt auch die Verschleißfestigkeit zu. © Reinhard Hörmansdorfer/LK Niederösterreich
Grubberschar mit eingebetteten Hartmetallplättchen. © Firma Böhlerit
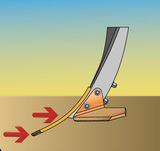
An der Unterseite der Werkzeuge oder an der Vorderseite schweißen? Dabei kommt es auf den Boden an. © Reinhard Hörmansdorfer/LK Niederösterreich
Bei diesem Schutzgasschweißgerät MIG/MAG kann der Schweißbrenner vom Plus- auf den Minuspol umgeklemmt werden. © Reinhard Hörmansdorfer/LK Niederösterreich
Im oberen Düsenstock ist lediglich ein Stromkontaktrohr mit Gewindeanschluss M6 möglich. Im unteren Gewindestock ist das für 1,6 mm starke Fülldrähte notwendige größere Stromkontaktrohr mit dem Gewindeanschluss M8 zu erkennen. © Reinhard Hörmansdorfer/LK Niederösterreich
Bei Röhrchenelektroden oder Fülldrähten befinden sich extrem harte Karbide im vorhandenen Hohlraum. © Reinhard Hörmansdorfer/LK Niederösterreich
Auf eine gute Masseverbindung ist zu achten (Heftstellen schweißen). Es werden lediglich kurze Nähte geschweißt, immer vom dünnen zum dicken Querschnitt. © Reinhard Hörmansdorfer/LK Niederösterreich
Auf die richtige Polung beim Verschweißen von Fülldrähten ist zu achten.
Beim Aufbringen von Verschleißschutz darf es lediglich zu einer geringen Aufmischung des harten Auftragsmaterials mit dem weichen Grundmaterial kommen. Dies wird bei Fülldrähten mitunter mit der negativen Polung und somit möglichst geringer Wärmeeinbringung erreicht (rechte Darstellung). © Reinhard Hörmansdorfer/LK Niederösterreich
Wird eine Pflugschnabelschar (wie abgebildet) an der Unterseite aufgeschweißt ist mit einem Verbrauch von ca. 350 g zu rechnen. Somit ergeben sich die Materialkosten mit ca. 10,70 Euro je Schar. © Reinhard Hörmansdorfer/LK Niederösterreich
Ursache des Verschleißes
Bei Werkzeugen der Bodenbearbeitung wird stetig Material abgetragen. Die mineralischen Anteile des Bodens - und dabei am stärksten die Quarzsandkörner - dringen in die metallene Oberfläche ein, verursachen Mikrozerspanung und dadurch den schmirgelnden Verschleiß, bezeichnet als Abrasion. Hinzu kommt die Beanspruchung durch Schläge und Stöße der Steine. Zum Zeitpunkt der Werkzeugbeanspruchung hat der Boden einen kühlenden Effekt. Bei Gegenschneiden von Häckslern oder deren Trommelböden ist dies nicht der Fall.
Der Verschleiß hängt von vielen Faktoren ab. Dazu zählen vor allem die Beschaffenheit und Textur des Bodens, die Arbeitsgeschwindigkeit, die Bearbeitungstiefe und die Verdichtung des Bodens. Direkt in der Traktorspur tritt vermehrt Verschleiß auf. Für stark unterschiedliche Erfahrungen bei Landwirten sorgt zudem der Wassergehalt des Bodens. Im Bild: Neue und völlig abgenutzte Scharspitze.
Der Verschleiß hängt von vielen Faktoren ab. Dazu zählen vor allem die Beschaffenheit und Textur des Bodens, die Arbeitsgeschwindigkeit, die Bearbeitungstiefe und die Verdichtung des Bodens. Direkt in der Traktorspur tritt vermehrt Verschleiß auf. Für stark unterschiedliche Erfahrungen bei Landwirten sorgt zudem der Wassergehalt des Bodens. Im Bild: Neue und völlig abgenutzte Scharspitze.
Wie wirkt sich Verschleiß aus?
Durch den Verschleiß ändern sich auch die geometrischen Verhältnisse des Arbeitswerkzeuges. Nicht nur die Arbeitstiefe und der Arbeitshorizont, auch der Schnittwinkel verändert sich, er wird mit der Abnutzung des Werkzeuges zunehmend größer. Die Einzugswirkung geht zudem allmählich verloren. Wegen der verschlissenen Schneidkanten erhöht sich der Zugkraftbedarf wesentlich.
Das Material entscheidet über den Verschleiß
Mit der Härte des Werkzeugmaterials nimmt auch die Verschleißfestigkeit zu. Original-Pflugverschleißteile sind aus niedrig legiertem und vergütetem Chrom- und Borstahl gefertigt. Vergüten bedeutet, dass der Stahl zuerst gehärtet und anschließend wieder kontrolliert erwärmt wird, um als Kompromiss auch dessen Zähigkeit zu steigern. Die Härte nach dieser Wärmebehandlung beläuft sich sodann zwischen 45 bis 55 HRC.
Methoden der Standzeiterhöhung
Bei Röhrchenelektroden oder Fülldrähten befinden sich extrem harte Karbide im vorhandenen Hohlraum. Diese Karbide sind extrem harte Verbindungen von Metallen wie Wolfram, Chrom, Molybdän, Vanadium und Niob mit Kohlenstoff. Der Schweißzusatz fließt beim Abschmelzen auf die Schweißstelle, die harten Karbidkörner werden in das weichere Material (Stahl) eingebettet. Man spricht von einer Matrix, ähnlich wie beim Asphalt, wo Splitt im weichen Bitumen eingebettet ist. Haben die reinen Karbidkörner eine Härte von 2.000 HV (ca. 140 HRC), kommt die Härte des Auftragswerkstoffes durch den Durchmischungseffekt auf zirka 58 bis 68 HRC.
Als Schweißverfahren eignen sich das Gasschmelzschweißen (autogen), das Lichtbogenhandschweißen (Elektroschweißen), das Schutzgasschweißen (MAG) oder genauso das Wolframinertgasschweißen (WIG).
Das Plasma-Pulver-Auftragsschweißen (PTA) ist ein industrielles Verfahren. Dabei wird das Verbrauchsmaterial in Pulverform über den Schweißbrenner zugeführt. Durch den fokussierten Lichtbogen ergibt sich eine gleichmäßige Beschichtung mit kontrollierter Verdünnung des Grundmaterials. Die höchsten Standzeiten sind bei Hartmetallteilen zu erwarten. Erfahrungsberichte an Grubberscharen und Kreiseleggenzinken zeigen eine acht- bis zehnmal längere Verwendungsmöglichkeit der Bodenbearbeitungswerkzeuge. Gerade flächenstarke Betriebe schätzen die Kostenersparnis durch geringere Stillstands- und Montagezeiten und die bessere Arbeitsqualität.
Das Plasma-Pulver-Auftragsschweißen (PTA) ist ein industrielles Verfahren. Dabei wird das Verbrauchsmaterial in Pulverform über den Schweißbrenner zugeführt. Durch den fokussierten Lichtbogen ergibt sich eine gleichmäßige Beschichtung mit kontrollierter Verdünnung des Grundmaterials. Die höchsten Standzeiten sind bei Hartmetallteilen zu erwarten. Erfahrungsberichte an Grubberscharen und Kreiseleggenzinken zeigen eine acht- bis zehnmal längere Verwendungsmöglichkeit der Bodenbearbeitungswerkzeuge. Gerade flächenstarke Betriebe schätzen die Kostenersparnis durch geringere Stillstands- und Montagezeiten und die bessere Arbeitsqualität.
Scharspitze (Mittelwert, Nachbau, Preise in Euro, inkl. MWst.
| Standard | beschichtet (PTA) | mit Hartmetall bestückt |
| 16 | 55 | 105,5 |
Aufschweißen mit Fülldraht
Das Verschweißen von Fülldraht ist in bäuerlichen Hofwerkstätten immer häufiger anzutreffen. Bei diesem Verfahren hat der Schweißer nicht mit Problemen zu kämpfen, die Schlacken verursachen. Er beschichtet die Teile schneller und im Endeffekt auch kostengünstiger. Am Schutzgasschweißgerät MIG/MAG müssen allerdings umgerüstet werden:
- Stromkontaktrohr meist für 1,2 oder 1,6 Millimeter Draht
- auf die Drahtgröße abgestimmte Förderrollen
- die Führungsseele
- und natürlich die Drahtspule selbst.
Verschleißschicht oben oder unten?
Die Lehrmeinung besagt, dass an der Unterseite der Werkzeuge aufzuschweißen ist. Dafür werden drei Argumente angeführt:
- Der Zugkraftwiderstand steigt weniger stark an.
- Die Gefahr des Abbrechens der Hartauftragsschicht ist geringer.
- Es tritt ein Selbstschärfungseffekt auf.
Die praktische Ausführung
Systematisches Vorgehen beim Schweißen reduziert den Arbeitsaufwand und steuert die Wärmeführung. Beim Schweißen ist tunlichst die waagrechte Position anzustreben. Da beim Auftragsschweißen besonders schädlicher Schweißrauch entsteht, ist auf eine gute Frischluftzufuhr zu achten.
Auf eine gute Masseverbindung ist zu achten. Deshalb sollte man Heftstellen schweißen. Es werden lediglich kurze Nähte geschweißt, immer vom dünnen zum dicken Querschnitt.
Aufgrund ihrer Cookie Präferenzen deaktiviert.
Wirtschaftliche Betrachtung
Die angestellte einfache Betrachtung der Wirtschaftlichkeit stützt sich auf durchschnittliche Marktpreise namhafter Lieferanten. Alle Preise sind inklusive Mehrwertsteuer. Bei Abnahme als 15 Kilogramm Rolle kann im Durchschnitt für Kosten des Fülldrahtes von 30,50 Euro je Kilogramm ausgegangen werden.
Beispiele für Fülldrahtlieferanten ohne Anspruch auf Vollständigkeit:
Beispiele für Fülldrahtlieferanten ohne Anspruch auf Vollständigkeit:
- Eine Schnabelschar kostet in etwa 75 Euro, kauft man diese Schar bereits beschichtet, ist mit 60 Euro Mehrpreis zu rechnen.
- Wird im Vergleich dazu eine Pflugschnabelschar an der Unterseite aufgeschweißt, ist mit einem Verbrauch von rund 350 Gramm zu rechnen.
Fülldraht (Härte des Schweißgutes HRC 57-62)
| Hersteller | voestalpine Böhler | Castolin | Esab |
| Produktname | UTP AF Robotic 603 | EnDOtec 351 | OK Tubrodur 60 G M |











